Компания Enbon, основанная в 2012 году, является ведущим производителем разнообразных светодиодных экранов для внутреннего и наружного применения. Как высокотехнологичное предприятие, объединяющее исследования и разработки, производство и продажи, у нас е
Когда говорят ?SMD светодиодный экран завод?, многие сразу представляют огромные цеха с конвейерами, где всё делают роботы. Это правда, но лишь отчасти. Ключевое здесь — не просто автоматизация, а контроль на каждом этапе, особенно на этапе монтажа компонентов. Самый частый промах, который я видел у конкурентов — это экономия на предварительной проверке чипов и драйверов перед подачей на линию. Кажется, раз SMD-компоненты, то всё должно быть идеально с завода-изготовителя. Но нет, партии бывают разными, и если не ?прозвонить? их до монтажа, потом вся проблема вылезет на этапе калибровки белого цвета, и модуль придётся перебирать. Это не просто задержка, это прямые убытки.
Наш подход в Enbon Группа всегда строился на том, что качественный SMD светодиодный экран начинается не на SMT-линии, а в лаборатории. У нас, кстати, этих линий восемь, все полностью автоматические, импортные. Но это не главная гордость. Важнее — логистика компонентов внутри цеха. Например, чипы из одной партии должны идти на сборку модулей для одного заказа. Если их смешать, даже с соседней, практически идентичной партией, может возникнуть едва уловимая разница в цветопередаче, которую потом не скомпенсируешь даже калибровкой. Мы наступили на эти грабли лет семь назад, делая большой заказ для стадиона. Пришлось демонтировать уже смонтированные секции.
Отсюда и наша система маркировки. Каждая лента, каждый чип, каждая плата драйвера имеет свой трек-номер, который привязан к конкретному производственному заданию. Это кажется бюрократией, но на деле спасает от хаоса, когда одновременно в работе десятки разных проектов — от мелких индикаторов до гигантских медиафасадов. Автоматизация линий — это скорость и повторяемость процесса, но интеллектуальная система учёта — это то, что гарантирует соответствие спецификации.
Ещё один нюанс — пайка. Температурный профиль для пайки свинцовых и бессвинцовых припоев разный. А клиенты часто запрашивают разные варианты в зависимости от стандартов своей страны. На наших линиях это переключается программно, но оператор должен быть внимателен. Случайно пропустить плату с одним типом покрытия под профиль для другого — значит получить потенциально ненадёжную пайку, которая может ?поплыть? при перегреве на солнце в уличных условиях. Поэтому перед запуском каждой новой партии у нас обязательна пробная прогонка тестовой платы и её проверка под микроскопом.
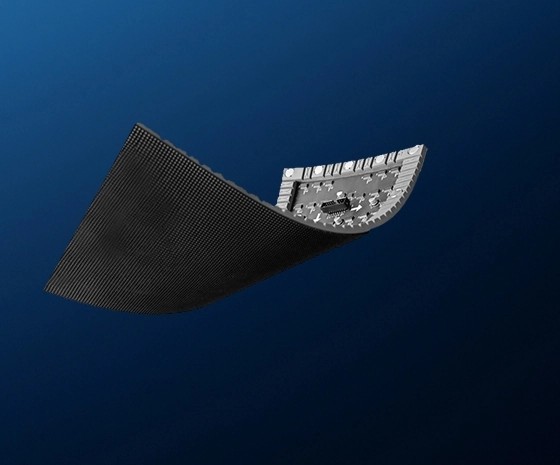
Для наружных решений, которые являются одним из наших ключевых направлений, SMD-монтаж — это только полдела. После сборки модуль отправляется в цех герметизации. У нас для этого две автоматические линии сушки. Важно не просто залить всё компаундом, а сделать это так, чтобы не возникло внутренних напряжений и пузырьков. Пузырёк воздуха внутри — это будущий конденсат при перепаде температур.
Мы долго экспериментировали с разными составами силикона и режимами полимеризации. Слишком быстрая сушка — состав не успевает глубоко проникнуть. Слишком медленная — страдает производительность. Опытным путём вывели свой режим, который, как показали испытания на термоциклирование (от -40°C до +85°C), даёт стабильный результат. Испытания, кстати, проводим выборочно для каждой партии уличных модулей. Не для галочки, а реально ?мучаем? образцы в климатической камере, а потом снова проверяем электрические параметры и яркость.
Именно здесь кроется ответ на вопрос, почему некоторые уличные экраны уже через год-два начинают ?болеть? — появляются тёмные кластеры, мерцание. Чаще всего виновата не светодиодная матрица, а как раз нарушение герметичности и последующая коррозия драйверов или контактов. Наша философия в Enbon — перестраховаться на этапе производства, чтобы не было головной боли на этапе эксплуатации. Это дороже в момент изготовления, но в разы дешевле за весь жизненный цикл экрана.
Многие заводы любят хвалиться стандартными продуктами — P2.5, P3, P4… Готовые модули, как кирпичики. Но реальный рынок, особенно в сегменте B2B, постоянно требует нестандартных решений. Изогнутые экраны, нестандартные разрешения, специфические протоколы управления. Без сильной команды R&D здесь делать нечего.
У нас в группе именно так и устроено: отдел разработки тесно встроен в производственный процесс. Они не просто рисуют схемы, они постоянно находятся в цеху, когда запускается пробная партия нестандартного продукта. Например, был заказ на экран сложной трапециевидной формы для концертной площадки. Стандартные модули не подходили. Пришлось проектировать кастомную несущую плату и разрабатывать специальный алгоритм для контроллера, чтобы компенсировать геометрические искажения. SMT-линия тогда работала в полуручном режиме, потому что автомат не был запрограммирован под такую нестандартную плату. Но именно гибкость, возможность переключения между массовым и штучным производством, и позволяет выполнять такие проекты.
Этот опыт бесценен. Он потом транслируется в улучшения для наших стандартных линеек. Какие-то решения по теплоотводу или разводке дорожек, найденные для сложного заказа, позже мы внедряем в массовые продукты, повышая их надёжность.
Собрать идеальный модуль — это одно. Доставить его на объект в целости и сохранности, смонтировать и запустить — это уже другая история, но она тоже начинается на заводе. Упаковка. Казалось бы, мелочь. Но для SMD-экрана, особенно с высокой плотностью пикселей (скажем, P1.8 и меньше), любая вибрация и удар — риск отвала компонента.
Мы перепробовали кучу вариантов упаковки: пенопласт, вспененный полиэтилен, кастомные вставки из гофрокартона. Остановились на комбинированном решении: жёсткий внешний короб + индивидуальные термоформовочные вкладыши под каждый тип модуля. Это дорого, но после того как к нам вернули разбитый в пути груз от логистической компании (они, конечно, возместили ущерб, но сроки проекта были сорваны), мы решили, что лучше переплатить за упаковку.
Финальный этап на заводе — это не просто ?включить и посмотреть, светится ли?. У нас есть стенд полной проверки, где модуль проходит цикл тестов: на равномерность яркости и цвета, на корректность работы драйверов при разной нагрузке, на отклик системы управления. Только после этого ставится штамп ОТК и модуль получает свой паспорт. Этот паспорт, кстати, очень помогает сервисным инженерам уже на объекте, если вдруг возникнет проблема — вся история модуля, от партии чипов до результатов последнего теста, у них под рукой.
Так что, когда я слышу ?SMD светодиодный экран завод?, я думаю не о здании и станках. Я думаю о связанных процессах: от выбора компонента у поставщика до упаковки готового изделия. О людях, которые знают, что малейшее отклонение от процесса может привести к браку. О том, что четыре автоматические печатные машины и две сушильные линии — это не для галочки в рекламном буклете Enbon Группа, а инструменты, которые позволяют давать гарантию на свою продукцию. И главное — о том, что производство должно быть гибким. Сегодня ты штампуешь тысячу стандартных модулей, а завтра собираешь десяток, но невероятно сложных. И оба этих продукта должны быть одинаково качественными. Именно это, на мой взгляд, и отличает просто сборочную площадку от полноценного завода, который отвечает за свой продукт от и до.