Компания Enbon, основанная в 2012 году, является ведущим производителем разнообразных светодиодных экранов для внутреннего и наружного применения. Как высокотехнологичное предприятие, объединяющее исследования и разработки, производство и продажи, у нас е
Когда слышишь ?led экран bigdisplay заводы?, первое, что приходит в голову — масштаб, мощность, гигантские панели на стадионах. Но в этой фразе кроется и главная ловушка: многие думают, что ?большой дисплей? — это просто про физический размер. На деле, ключевое — это интеграция: как завод умеет собирать модули в единое, беспроблемное полотно, которое не подведет через полгода на высоте двадцати метров. Часто заказчики гонятся за яркостью в нитах или минимальным шагом пикселя, забывая про систему управления, теплоотвод и, что критично, про ремонтопригодность конструкции. Сам видел проекты, где экран собрали, а потом полгода не могли подключить к локальной сети клиента из-за криво прописанных протоколов. Вот об этом и хочу порассуждать — не о сухих спецификациях, а о том, что реально видишь на производстве и при сдаче объектов.
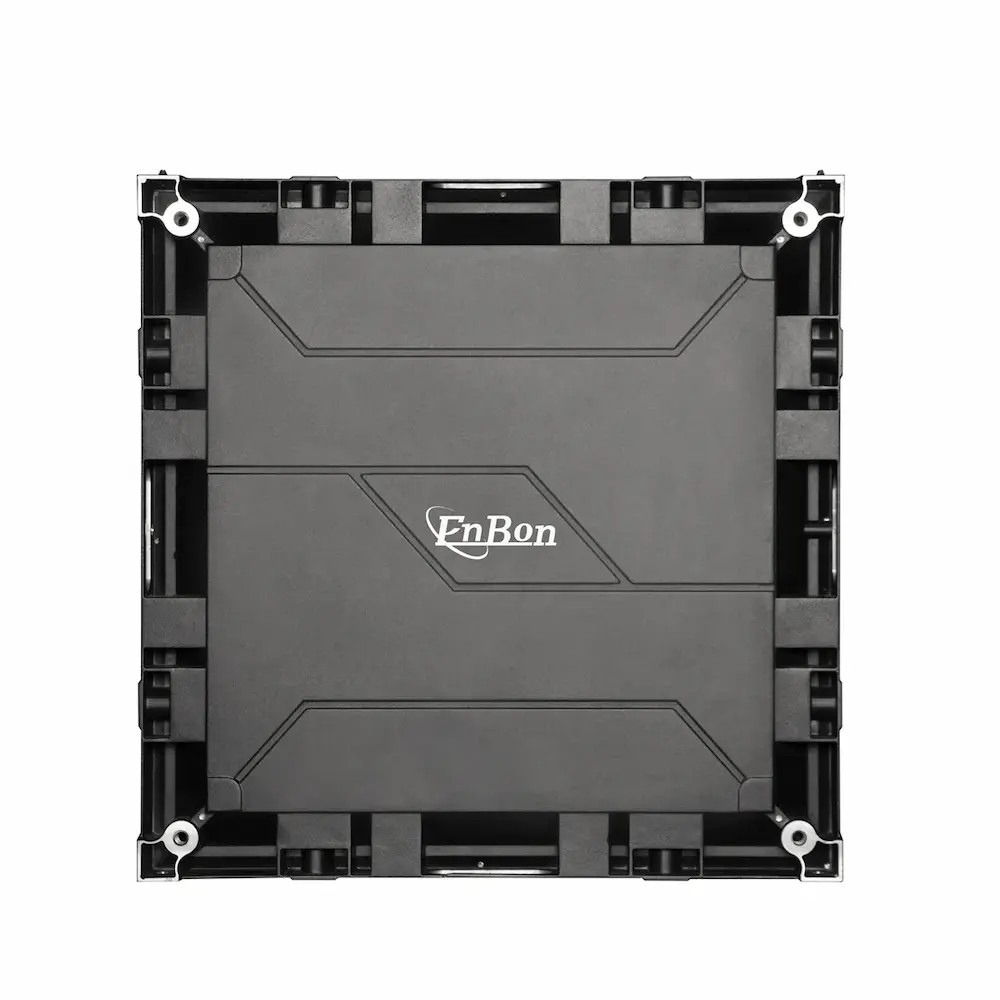
Возьмем, к примеру, наш опыт на Enbon Группа. Компания, конечно, не новичок — с 2009 года в отрасли, но дело не в дате. Когда я впервые попал на их площадку, обратил внимание не на размеры цехов, а на логистику внутри. Модули для bigdisplay идут по конвейеру не хаотично, а с четкой привязкой к заказу. Каждый блок маркируется не только серийным номером, но и ID будущего экрана — это кажется мелочью, пока не приходится менять сгоревший модуль в центре готовой конструкции на ветру. Их система, где led экран еще на линии получает свою ?историю?, в разы упрощает обслуживание.
У них заявлены автоматические линии SMT — их восемь штук. Цифра сама по себе ни о чем. Но суть в другом: когда для крупного заказа на уличный экран одновременно загружаются несколько линий, параметры пайки и нанесения пасты должны быть идентичными до миллиграмма. Иначе получишь разницу в цветопередаче между блоками, которую не скорректируешь даже калибровкой. Видел такое у других — пятна на дисплее, будто его неравномерно покрасили. Здесь, судя по всему, этот момент проработан — линии синхронизированы, и это видно по тестовым образцам с единой белой заливкой.
А еще есть нюанс с сушкой. Для наружных продуктов у них две автоматические сушильные линии. Казалось бы, просто этап. Но если не выдержать режим после герметизации, внутри модуля со временем появится конденсат. Особенно в нашем климате с перепадами. На одном из старых проектов (не Enbon) именно это и убило нижний ряд экрана через два сезона — вода набралась, диоды потухли. Поэтому сейчас всегда смотрю не на наличие сушилки, а на то, как контролируется влажность и температура в этом процессе. У них, кстати, сушилки именно для наружки выделены отдельно — это правильный подход.
Многие заводы грешат тем, что все силы бросают на сам модуль, а блоки питания и контроллеры берут готовые, сторонние. И это — ахиллесова пята. Потому что даже идеальный led экран сгорит, если БП нестабилен или перегревается в замкнутом корпусе. У Enbon, судя по их открытым данным, своя разработка и здесь — полная система от диода до софта. Это важно. На практике это означает, что при поломке не будешь месяц ждать драйвер из Китая, а получишь замену со склада в России, да еще и с совместимым ПО.
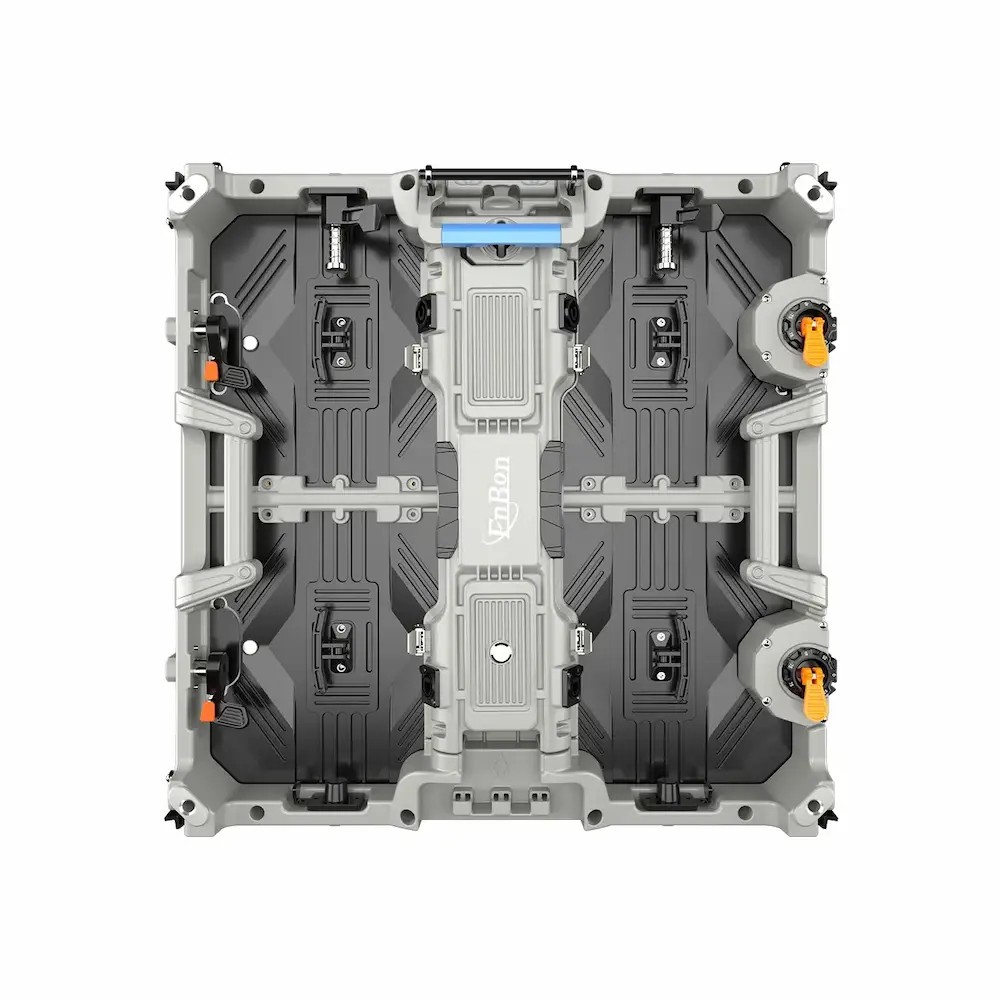
Вторая точка — коммутация. Большие экраны редко бывают цельными, чаще это сборка из кабинетов. И стыки — это не только механическая прочность. Это еще и данные. Если завод экономит на разъемах или использует неэкранированные шлейфы, в условиях мощных электропомех (рядом с трамвайными путями, например) появятся артефакты, ?снег? на изображении. Приходилось перекладывать целые жгуты на уже смонтированном экране — адская работа. Сейчас, выбирая партнера, всегда спрашиваю про тесты на ЭМС-совместимость именно для сборных конструкций bigdisplay.
И третье — калибровка. Ее часто делают в идеальных условиях цеха: 20°C, сухо, ровный свет. А экран-то потом встанет под палящее солнце или мороз. Цвета поплывут. Хороший завод проводит хотя бы выборочную калибровку в термокамере, имитируя рабочие температуры. Не знаю, как у Enbon с этим, но по тому, что они акцентируют полный цикл контроля качества, можно надеяться, что этот этап присутствует. Без этого даже самый дорогой дисплей на фасаде будет выглядеть дешево — разные участки будут светиться немного разными оттенками.
Вот смотрите. Enbon Группа позиционирует себя как компания с полной системой разработки, производства и управления качеством. На бумаге это есть у многих. Но на деле это выливается в возможность делать нестандартные решения. Приведу пример не с их сайта, а из похожей ситуации. Был заказ на изогнутый экран для торгового центра — не просто радиус, а сложная волна. Большинство заводов предложили бы собрать его из стандартных прямоугольных кабинетов с щелями. А те, у кого R&D — не просто отдел с инженерами, а интегрирован в процесс, — спроектировали бы специальные несущие конструкции и кабинеты с изменяемым углом стыковки. Это дороже, но на выходе — идеальная поверхность.
Именно поэтому их принадлежность к Jezetek Group — это не просто строчка в реквизитах. Это доступ к более серьезным ресурсам для исследований, к материалам. Например, к разработке собственных чипов драйверов или к оптимизации энергопотребления. Для гигантских bigdisplay счет за электричество — это огромные суммы. Уменьшишь потребление на 15% — за год клиент сэкономит на новую панель. И такие вещи рождаются не в отделе продаж, а именно в глубокой R&D-лаборатории.
Их фокус на глобальном рынке тоже кое-что говорит. Чтобы продавать в Европу или США, нужно соответствовать не только техническим, но и экологическим нормам, нормам безопасности. Это дисциплинирует производство. Значит, и для внутреннего рынка продукт будет сделан с запасом прочности. Видел их сертификаты — их немало. Это не гарантия, но хотя бы показатель, что компания не кустарная.
Упоминание 4-х полностью автоматических печатных машин — это да, важно. Точность нанесения паяльной пасты — основа надежности. Любая ручная работа на этом этапе — это риск холодной пайки и последующего отвала компонентов. Но здесь есть подводный камень: программное обеспечение этих машин. Его нужно постоянно обновлять и калибровать под новые платы. Если завод купил оборудование и забыл про него, через пару лет точность упадет. Хороший признак — когда на заводе есть не просто операторы, а инженеры-технологи, которые эту калибровку проводят и ведут журналы. По моим наблюдениям, на серьезных площадках, подобных Enbon, с этим строго.
А вот про автоматические линии для наружных продуктов — это ключево. Наружный led экран — это не просто диоды с высокой яркостью. Это, прежде всего, защита от среды. Герметизация, защита от УФ, от перегрева. Если этот процесс автоматизирован, значит, исключен человеческий фактор — где-то недожал, где-то перелил герметика. Конвейерная сборка корпусов дает стабильное качество. Но! Автоматика должна быть ?умной?. Например, контролировать, что перед герметизацией внутрь не попала пыль. Иначе все усилия насмарку.
И последнее по оборудованию: гибкость. Восемь линий SMT — это мощность. Но могут ли они быстро перенастраиваться с одного типа платы на другую? Если заводу приходит заказ на нестандартный питч или на дисплей для управления (где нужна особая частота обновления), время переналадки будет критичным. Крупные заводы bigdisplay часто проигрывают здесь мелким, но гибким цехам. Поэтому важно, чтобы автоматика была не тупой, а программируемой. Думаю, у компании с такой историей этот вопрос как-то решен, иначе бы они не взялись за ?различные заказы и спецификации?, как заявлено.
Так к чему все это? К тому, что поиск ?led экран bigdisplay заводы? — это начало долгого пути. Завод — это не просто цех, где паяют лампочки. Это экосистема: инженеры, которые понимают финальную задачу; логистика, которая не перепутает модули; служба поддержки, которая приедет не через месяц. Опыт Enbon Группа, судя по всему, сформирован именно вокруг построения такой экосистемы — от R&D до монтажа. Это дороже, чем купить готовые панели с Alibaba и собрать здесь, но в долгосрочной перспективе, для серьезного объекта, это единственный путь.
Лично для меня главный маркер — это отношение к нестандартным задачам и к постпродажному обслуживанию. Может ли завод оперативно изготовить замену для кабинета, снятого с производства пять лет назад? Есть ли у него склад ЗИП в регионе? Готовы ли их инженеры дистанционно подключиться к системе и помочь с настройкой? Вот что отличает просто производителя от партнера. И если вчитаться в описание компании на enbon.ru, видно, что они стремятся быть именно партнерами, предлагая ?первоклассные услуги и продукты? как единое целое.
В общем, выбирая завод для большого дисплея, нужно смотреть не на красивые картинки готовых проектов, а на внутренние процессы. Как они тестируют, как пакуют, как ведут документацию. Часто ответы на эти вопросы видны уже при первом визите или даже в ходе переписки. И если чувствуется глубина и системность, как, например, в случае с компанией, имеющей полный цикл и привязку к крупной группе Jezetek, — это хороший знак. Остальное — дело техники и четкого ТЗ.