Компания Enbon, основанная в 2012 году, является ведущим производителем разнообразных светодиодных экранов для внутреннего и наружного применения. Как высокотехнологичное предприятие, объединяющее исследования и разработки, производство и продажи, у нас е
Когда слышишь ?LED экран bigdisplay завод?, в голове сразу возникает образ гигантского конвейера, штампующего однотипные панели. Многие клиенты, особенно те, кто впервые сталкивается с заказом масштабных проектов, фокусируются именно на слове ?big? — размер, диагональ, громкое имя. Но за годы работы, в том числе и в тесном контакте с производственными площадками, я понял: ключевое слово здесь — не ?bigdisplay?, а ?завод?. Потому что от того, как организовано производство, зависит не только размер экрана, но и его поведение через три года на фасаде здания под дождем и морозом.
Вот смотрите. Можно купить качественные чипы NationStar или Kinglight, хорошие драйверы, нанять сборщиков. И собрать экран. Но будет ли он работать как единый организм? Проблема в интеграции. Я видел проекты, где заказчик сэкономил, обратившись на ?завод?, который был, по сути, сборочным цехом. И через полгода началась ?болезнь? — часть модулей начала мерцать, потому что система управления не была адаптирована под тепловые расширения конкретной конструкции корпуса. А корпус, кстати, был не от этого завода, а закуплен отдельно.
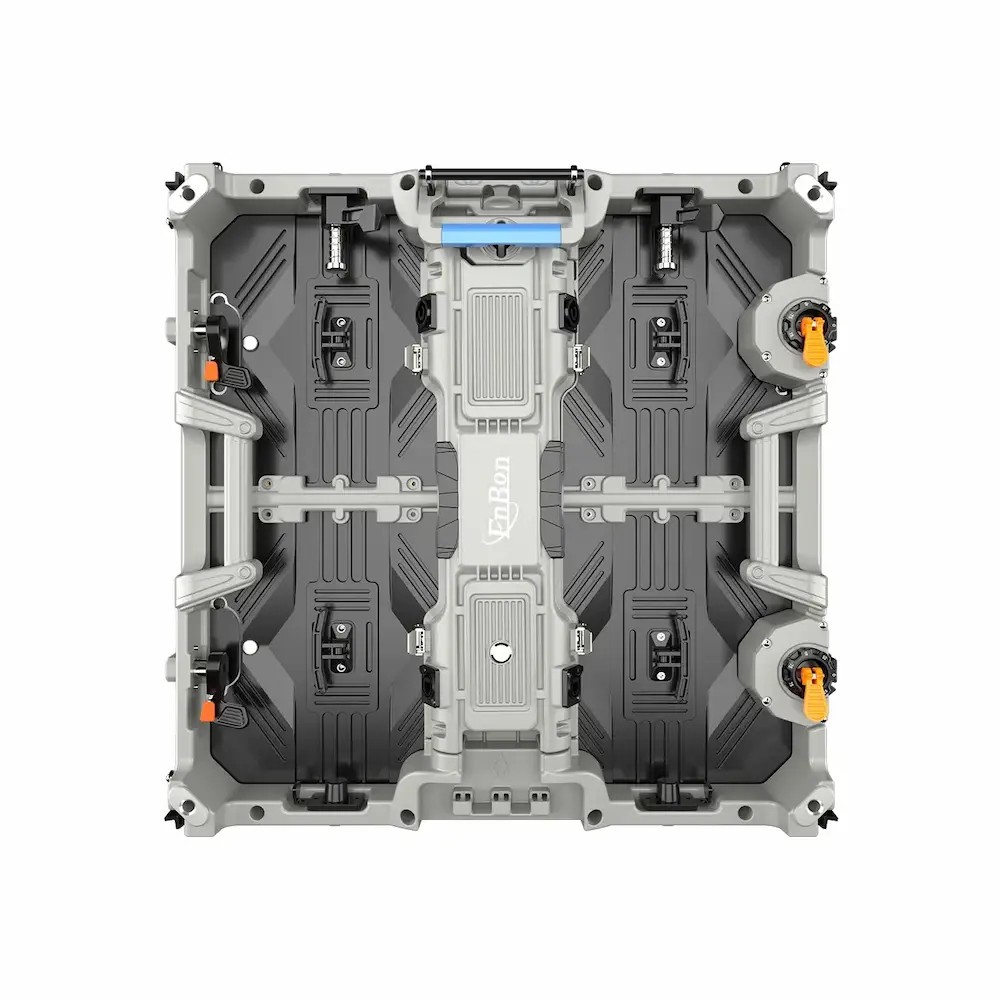
Поэтому для меня показатель завода — это наличие полного цикла. От собственной лаборатории R&D, где просчитывают эти тепловые нагрузки и оптимизируют печатные платы, до автоматизированных линий пайки. Например, когда я впервые попал на производственную площадку Enbon Group, меня впечатлила не столько площадь, сколько логика процесса. Там не просто стоит несколько линий SMT. Они полностью автоматизированы, импортные. Это важно не для галочки. Автоматика минимизирует человеческий фактор на критическом этапе — пайке светодиодов. Ручная пайка для bigdisplay — это гарантированные проблемы с калибровкой цвета и отказом пикселей в будущем.
Именно поэтому в описании Enbon всегда делают акцент на 8 автоматических линиях SMT и 4 печатных машинах. Это не просто цифры для сайта. Это ответ на главный вопрос: как завод обеспечивает однородность качества для каждого из 10 000 модулей в одном заказе? Если линия одна, а заказ большой, начинается аврал, и качество проседает. Несколько линий — это возможность планировать и сохранять стандарт.
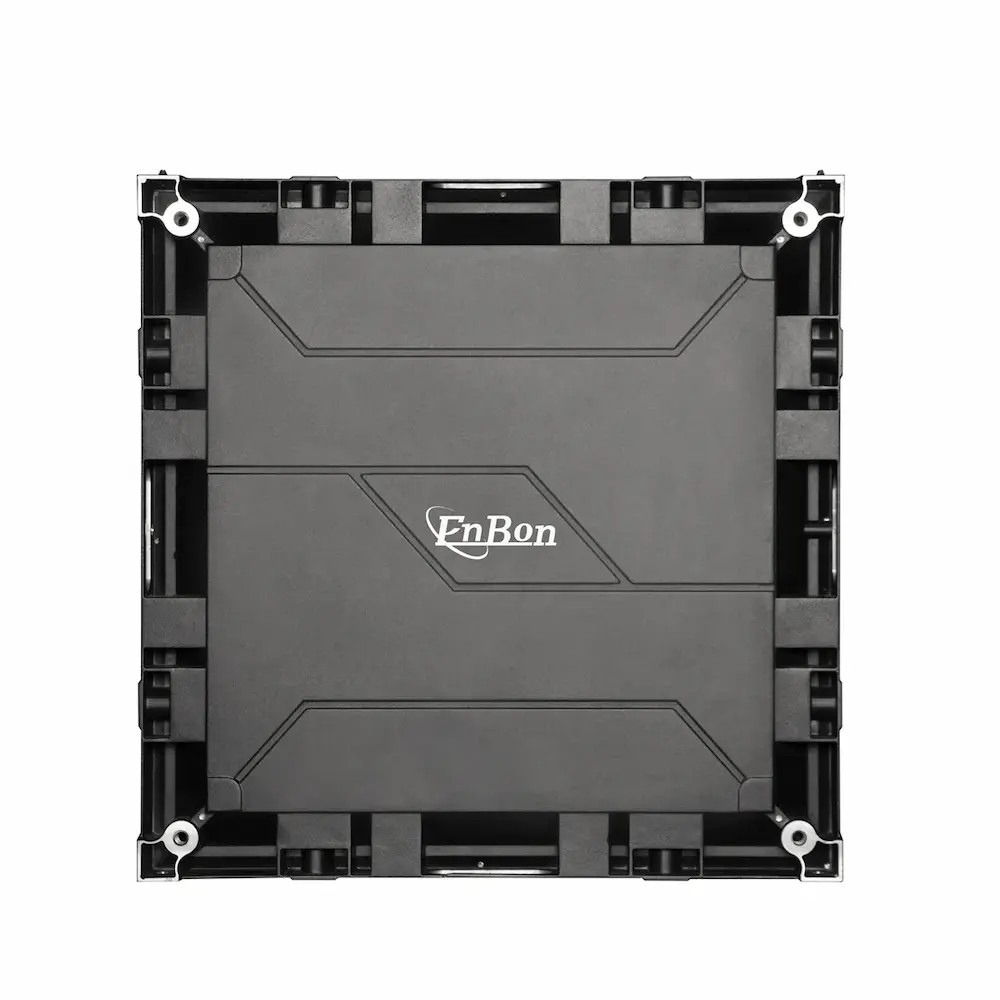
С indoor-экранами все более-менее понятно. Климатика простая. А вот когда речь заходит о наружных bigdisplay — здесь начинается настоящая проверка завода. Можно сделать герметичный корпус, залить все силиконом и назвать это продуктом для улицы. Но через год-два этот силикон может потечь, пожелтеть, набрать влагу. Или конденсат внутри все равно появится из-за перепадов температур.
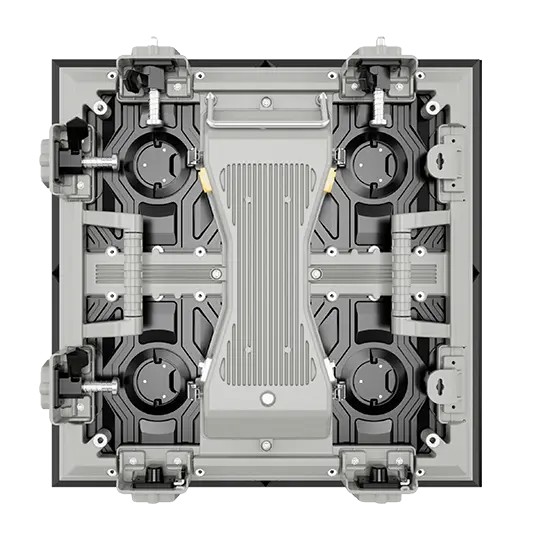
Здесь важен системный подход к outdoor-продукции. На том же заводе Enbon я обратил внимание на деталь: у них выделены 2 полностью автоматические сушильные линии специально для наружных продуктов. Это значит, что после сборки корпус с модулями проходит принудительную сушку, удаляя малейшие следы влаги перед окончательной герметизацией. Это небыстрый и энергозатратный этап, который многие ?заводы? пропускают, экономя время и деньги. А потом мы, интеграторы, получаем претензии от клиента, у которого экран ?запотел? изнутри.
Еще один момент — защита от окружающей среды. Речь не только о воде по стандарту IP65. Для больших дисплеев критически важна защита от ультрафиолета. Материал маски (black face) должен быть устойчивым к выцветанию. Иначе через пару лет черный цвет станет серым, контрастность упадет, и экран будет выглядеть блекло даже при выключенном состоянии. Хороший завод тестирует эти материалы на стойкость, а не закупает самый дешевый вариант.
Часто R&D-отдел воспринимается как что-то оторванное от цеха: сидят инженеры, рисуют схемы. В реальности, в успешном LED заводе это связующее звено между заказчиком, технологическими возможностями и конечным продуктом. Приведу пример из практики. К нам поступил запрос на нестандартный изогнутый экран для архитектурного проекта. Радиус был сложный.
Стандартные модули не подходили. Решение рождалось именно в кооперации R&D и производства. Инженеры спроектировали специальный шаг крепления и доработали конструктив корпуса, а технологи с производства сразу дали обратную связь: ?Такая конфигурация будет проблематична для обслуживания, давайте сместим точки доступа?. В итоге продукт был сделан. Ключевое — этот диалог был ежедневным. На сайте Enbon.ru пишут про ?отличную команду R&D? — для меня это означает именно такую встроенность в процесс, а не абстрактные ?инновации?.
Система управления качеством (QC) тоже должна пронизывать весь цикл. Это не один человек с галочкой в конце конвейера. Это контроль на этапе поступления компонентов, после пайки на SMT, после сборки модуля, после калибровки и, наконец, после сборки кабинета. Только так можно поймать дефект до того, как он упакован и отправлен заказчику за тысячи километров. Обратная сторона медали — такое тотальное QC увеличивает себестоимость. Но для проектов класса bigdisplay это единственный путь.
Один из мифов: крупный завод любит только большие тиражные заказы и не будет возиться с нестандартными решениями. Отчасти это так, если речь о гигантах, ориентированных на масс-маркет. Но в нише больших дисплеев для коммерции и мероприятий заказ часто уникален. Пиксель-питч, разрешение, форма, система крепления — все может меняться.
Здесь опять возвращаемся к структуре завода. Наличие нескольких автоматических линий, как у той же Enbon Group, позволяет как раз гибко планировать. На одной линии может идти стандартный продукт P3.9 для ритейла, а на другой — сборка модулей с питчем P2.5 для студии. Полная система разработки и производства, о которой они заявляют, и должна обеспечивать эту самую ?полную отвечаемость требованиям различных заказов и спецификаций?, как указано в их описании. Это не пустые слова, а необходимость для выживания на B2B-рынке.
Я помню случай, когда нам срочно потребовались модули с увеличенной яркостью для установки под прямым солнцем в регионе с жарким климатом. Стандартные 5000 кд/м2 не подходили, нужно было 8000+. Завод, с которым мы тогда работали (не Enbon), отказался, сославшись на то, что перестройка линии займет месяц. Потеряли заказ. Позже, обсуждая этот кейс с коллегами, я узнал, что на некоторых производствах есть возможность быстро перенастраивать технологический процесс под повышенные токи для светодиодов, используя резервные мощности и запас по теплоотводу в конструкции. Это и есть та самая глубина производственной культуры.
Так что же искать, когда ищешь надежного производителя для своего bigdisplay-проекта? Размер цеха? Нет. Количество сотрудников? Не в первую очередь.
Смотрите на глубинную инфраструктуру. Есть ли свой серьезный R&D, который решает прикладные задачи? Сколько автоматических линий SMT и как они загружены? Есть ли выделенные, специально оборудованные линии для outdoor-продукции? Как построена система QC — это несколько точек контроля или одна финальная? Готовы ли обсуждать и внедрять нестандартные инженерные решения в разумные сроки?
Именно эти детали, а не глянцевые картинки готовых экранов, говорят о том, сможет ли завод стать для вас долгосрочным партнером. Потому что после продажи и установки начинается самое важное — эксплуатация. И от того, как был сделан каждый модуль на самом начальном этапе, зависит, будете ли вы спать спокойно следующие несколько лет или постоянно держать на связи сервисную бригаду. Выбор, как всегда, за вами, но теперь, надеюсь, он будет более осознанным.