Компания Enbon, основанная в 2012 году, является ведущим производителем разнообразных светодиодных экранов для внутреннего и наружного применения. Как высокотехнологичное предприятие, объединяющее исследования и разработки, производство и продажи, у нас е
Когда слышишь ?Led экран 50 заводы?, первое, что приходит в голову новичку — это, наверное, пятьдесят огромных цехов, штампующих панели конвейером. В реальности всё сложнее. Цифра ?50? часто мелькает в запросах, и многие клиенты, особенно те, кто только начинает проект, действительно ищут некий гарант масштаба. Но здесь кроется первый подводный камень: само по себе количество производственных площадок — не синоним качества или гибкости. Гораздо важнее, что стоит за этими ?заводами?: их оснастка, технологическая культура и, что критично, способность к адаптации под нестандартные задачи. Я много раз сталкивался с ситуацией, когда крупный, на бумаге, производитель проигрывал по скорости итераций более компактному, но технологически продвинутому предприятию.
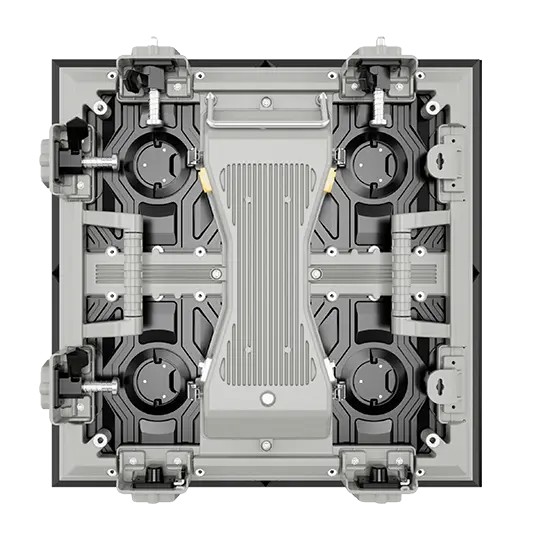
Пора разобрать этот термин. В нашем деле ?завод? — это не обязательно монолитное здание под одной крышей. Чаще это комплекс участков, разнесённых логистически, но связанных единым процессом. Ключевые звенья: участок SMT-монтажа, линия сборки модулей, ?полигон? для старения (aging test), цех окончательной сборки шкафов и, конечно, лаборатория контроля. Пропускная способность каждого звена — вот что формирует реальную мощность. Например, если линия SMT не автоматизирована, она станет узким горлышком, как бы много цехов ни было вокруг.
Вот тут стоит упомянуть опыт Enbon Группа. Когда я впервые попал на их производственный комплекс, обратил внимание не на количество корпусов, а на логику потоков. У них, к слову, заявлено 8 полностью автоматических импортных линий SMT. Это не просто цифра для брошюры. На практике это означает, что партия модулей для Led экран 50 дюймового уличного формата может быть запущена параллельно с партией для мелкого пиксельного шага, без перенастройки и простоев. Для заказчика это выливается в предсказуемые сроки даже при срочном изменении спецификации.
Был у меня негативный опыт с одним поставщиком, который гордился ?сетевым производством? из множества мелких цехов. Проблема обнаружилась на этапе согласования цвета: калибровка оборудования в разных местах отличалась, и мы получили заметную разницу в цветопередаче между партиями. Пришлось срочно искать того, у кого весь цикл, от печатной платы до готового шкафа, проходит в едином технологическом пространстве с жёстким контролем на каждом этапе. Именно такой подход, как я позже увидел, реализован на https://www.enbon.ru — полная система разработки, производства и управления качеством под одной ответственностью.
Ещё один частый запрос — ?Led экран 50?. Люди часто ищут готовое изделие, как телевизор. Но в профессиональном сегменте ?50? — это почти всегда диагональ, собранная из кастомных модулей. Готовых ?коробок? такого размера в B2B-поставках практически нет, разве что для каких-то нишевых решений. Основная работа идёт над параметрами: шаг пикселя (pitch), яркость, степень защиты IP, частота обновления.
Например, для торгового центра нужен экран с шагом P2.5-P3.2, высокой яркостью и широким углом обзора. А для студии или контрольного помещения критичен мелкий шаг (P1.2-P1.8) и точная цветопередача. Завод, который позиционирует себя как производитель Led экран 50 заводы, должен уметь закрывать оба этих запроса, а не просто резать одно и то же стекло на разные размеры. Это вопрос компетенции инженеров и гибкости линий.
У Enbon Group, судя по их портфолио и открытым кейсам, этот принцип заложен в основу. Их команда R&D не просто адаптирует готовые решения, а часто участвует в создании спецификации ?с нуля?. Помню проект видеостены для корпоративного центра: клиенту был важен не размер, а бесшовность и работа с контентом в режиме реального времени. Стандартные предложения не подходили. В итоге решение было найдено именно на уровне кастомизации драйверов и системы управления, что возможно только при тесной связке разработки и производства.
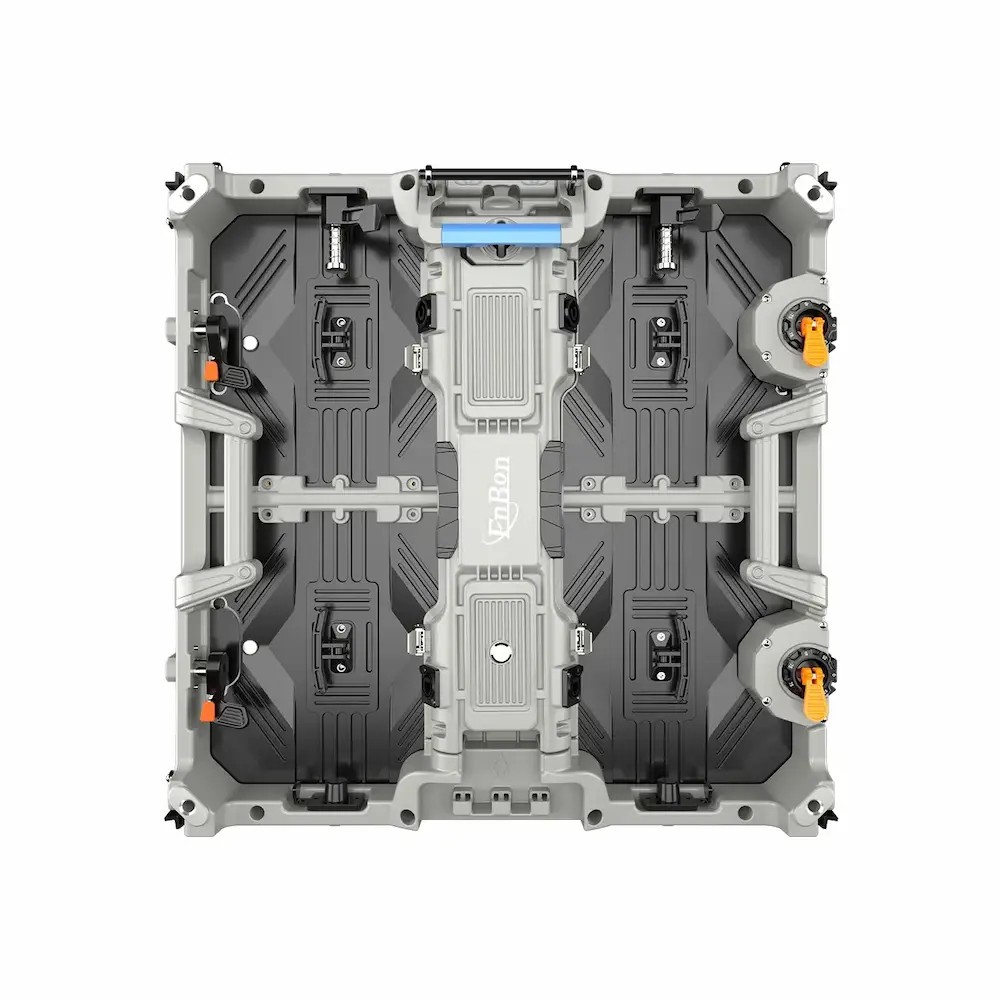
Часто в презентациях производители хвастаются ?полностью автоматическими линиями?. Но автоматизация бывает разной. Четыре полностью автоматических печатных машины — это хорошо, но ключевой вопрос: как организован переход между этапами? Если между печатью платы и её монтажом платы складируются в обычные коробки и перевозятся на тележке, это уже разрыв, риск повреждения и загрязнения.
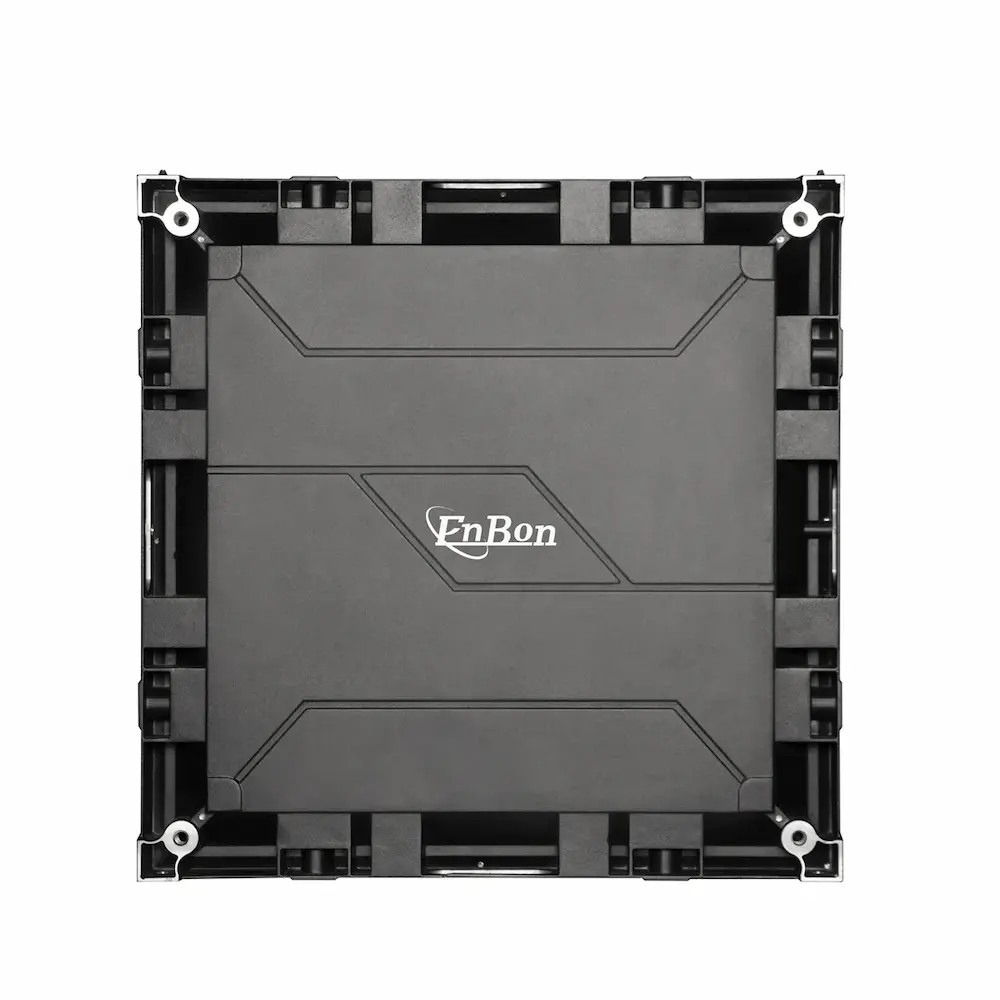
Здесь я снова возвращаюсь к примеру Enbon. Упоминание о 2 полностью автоматических сушильных линиях для наружных продуктов — это не просто техническая деталь. Для уличных экранов, тех же Led экран 50 для фасадов, процесс сушки и защиты от влаги после герметизации — один из самых критичных. Ручная или полуавтоматическая сушка часто приводит к образованию микроскопических пузырьков или неравномерности слоя, что через год-два вылезает проблемой с влагозащитой (IP-рейтинг падает). Наличие выделенных автоматических линий говорит о понимании этих рисков на уровне инженерной культуры.
Был случай, когда мы тестировали образцы уличного экрана от двух поставщиков. У одного — красивые фото цехов с роботами, но на тесте ?солевым туманом? шов модуля начал ?потеть? на 72-м часу. У второго — менее помпезное описание, но чёткая привязка технологии (вроде той же вакуумной сушки) к конкретному стандарту. Второй образец прошёл тест. Детали, вроде специфики сушильных линий, как раз и есть та информация, которая отличает реального производителя от переупаковщика.
Фраза ?полностью отвечает требованиям различных заказов и спецификаций? в описании любой компании — это почти клише. Вопрос в том, как это реализовано. ?Различные заказы? — это может быть и единичный экран для музея, и партия из 500 модулей для сети кинотеатров. Гибкость производства проверяется именно в таких крайностях.
Настоящий заводской комплекс должен иметь возможность быстро перенастроить линию под нестандартный размер модуля или необычный разъём, не останавливая основной поток. Это требует не только ?железа?, но и продуманной системы планирования и складского учёта компонентов. Когда видишь, что у компании есть аффилиация с крупной группой, как Enbon с Jezetek Group, это часто (но не всегда) говорит о стабильности цепочек поставок компонентов, что критично в условиях дефицита чипов.
Из практики: мы как-то получили запрос на экран нестандартной изогнутой формы. Несколько ?производителей? сразу ответили отказом или заоблачной ценой. Тот, кто был готов к диалогу, запросил не просто чертёж, а 3D-модель для расчёта механических нагрузок на каркас. Это профессиональный подход. Полагаю, что компания, делающая ставку на R&D, как Enbon, действует именно так — сначала инженерный анализ, потом коммерческое предложение. Это дороже на первом этапе, но спасает бюджет и репутацию на этапе монтажа и эксплуатации.
Так что же в сухом остатке от запроса ?Led экран 50 заводы?? Цифра ?50? — скорее маркёр запроса на надёжность и мощность. Но гнаться нужно не за ней. Нужно смотреть на технологическую целостность: от собственной разработки драйверов и ПО до автоматизированной сборки и финального тестирования в условиях, приближенных к реальным. Важна способность не только сделать ?как в каталоге?, но и адаптировать продукт под конкретную задачу, будь то экран для стадиона или для операторской нефтяной вышки.
Опыт подсказывает, что компании, которые вкладываются в полный цикл и открыто говорят о своих производственных мощностях (как, например, Enbon Группа на своём сайте enbon.ru), обычно более предсказуемы как партнёры. Они не исчезнут после первой поставки, потому что их бизнес — это не просто сборка из китайских комплектующих, а создание продукта с собственной инженерной добавленной стоимостью.
Поэтому, когда в следующий раз будете оценивать потенциального поставщика, спросите не ?сколько у вас заводов??, а ?как организован ваш процесс от получения спецификации до отгрузки, и где в нём самые слабые места??. Ответ (или его отсутствие) будет куда информативнее любой рекламной брошюры с красивыми цифрами. В конце концов, даже один хорошо отлаженный завод с сильной командой R&D стоит десятка громких названий без реального технологического стержня.