Компания Enbon, основанная в 2012 году, является ведущим производителем разнообразных светодиодных экранов для внутреннего и наружного применения. Как высокотехнологичное предприятие, объединяющее исследования и разработки, производство и продажи, у нас е
Когда слышишь ?модуль светодиодного дисплея заводы?, первое, что приходит в голову непосвященному — это просто конвейер, штампующий одинаковые платы. Глубокое заблуждение. На деле, это скорее история о постоянном компромиссе между стандартизацией и кастомизацией, где каждый заказ — это отдельная головоломка для инженера. Я много лет наблюдаю за этим изнутри, и скажу так: если ты не видел, как на одной линии за час перенастраивают оборудование с P2.5 на P4 модуля для уличного экрана, потому что клиент изменил ТЗ в последний момент, ты плохо представляешь себе реальность производства.
Возьмем, к примеру, наш подход в Enbon. Многие думают, что ключевое — это SMD-монтаж на автоматической линии. Да, это основа, но это лишь вершина айсберга. Гораздо важнее, что происходит до и после. Перед запуском в производство каждый модуль светодиодного дисплея проходит через симуляцию тепловых нагрузок и вибраций, особенно если речь о наружных решениях. У нас в цеху стоит стенд, где готовые модули ?гоняют? в камере от -30 до +70 градусов. И знаете, что часто выявляется? Не пайка, а микротрещины в самой PCB из-за разного КТР материалов. Это та проблема, которую не увидишь на бумаге, только в жестоких тестах.
И вот здесь кроется первый профессиональный выбор: использовать стандартную FR4 или дорогую алюминиевую подложку? Для стадионного экрана, где модули будут работать годами под дождем и солнцем, экономия на материале платы — это гарантия массового отказа через полтора сезона. Мы в Enbon Group после нескольких неудачных ранних проектов в годах жестко стандартизировали: для outdoor-продуктов — только алюминиевая основа с дополнительным конформным покрытием. Да, себестоимость выше, но количество рекламаций упало почти до нуля.
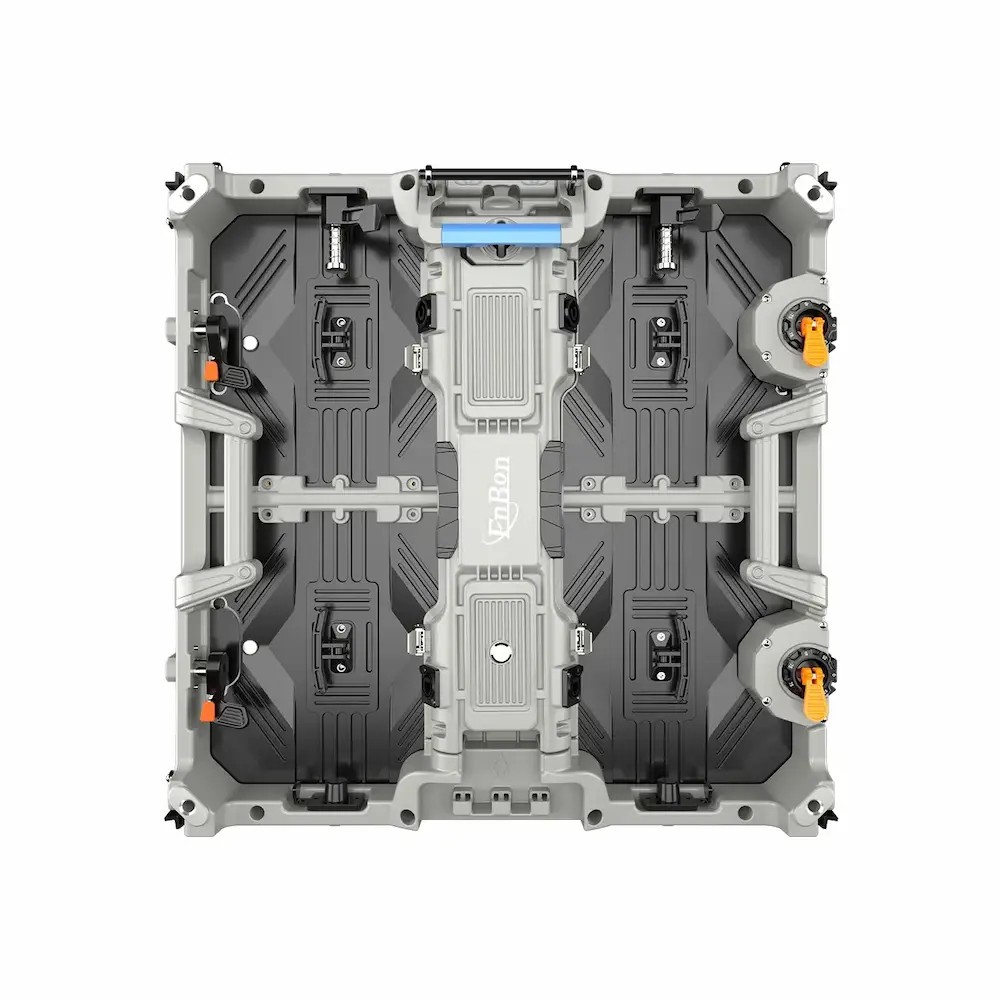
А еще есть нюанс с механикой. Идеальный модуль должен не только светить, но и стыковаться с соседним без видимой щели, выдерживая десятки циклов сборки-разборки на объекте. Мы потратили кучу времени, перебирая поставщиков литьевых форм для корпусов. Слишком жесткий пластик — трескается на морозе, слишком мягкий — ?плывет? на солнце и крепления разбалтываются. Сейчас работаем с композитным материалом на основе поликарбоната с добавками, но поиск идеала продолжается. Это та самая ?кухня?, о которой не пишут в каталогах.
Гордость любого современного завода — автоматические линии. У нас, например, 8 линий SMT и 4 печатные машины. Но ключевое слово — ?полностью автоматические?. Это значит, что загрузка подложек, нанесение пасты, установка компонентов и оплавление идут без участия человека. Звучит идеально, но для светодиодного дисплея модулей есть загвоздка. LED-чипы, особенно для высоких яркостей, требуют юстировки с точностью до микрона. И если робот ставит кристалл с минимальным перекосом, это ведет к неравномерности свечения на готовом экране — появляются те самые ?темные? или ?цветные? пиксели.
Поэтому даже на автоматизированном производстве остается этап ручной (вернее, полуавтоматической) калибровки и визуального контроля под микроскопом выборочных модулей из партии. Мы внедрили систему, где камера сканирует каждый модуль после оплавления и строит карту потенциальных дефектов. Но окончательное ?годен/не годен? все равно выносит опытный технолог, глядя не только на карту, но и на поведение модуля в тестовом режиме. Машина не чувствует нюансов.
И еще один момент про автоматизацию — она убийственна для мелкосерийных заказов. Представьте, нужно сделать 50 модулей нестандартного размера для рекламной конструкции сложной формы. Перенастройка линии, программирование позиционеров, замена оснастки — это 2-3 дня простоя. Многие заводы отказываются от таких заказов. Мы в Enbon пошли путем создания гибкого ?пилотного? цеха, где часть операций (пайка шлейфов, установка разъемов) делается вручную или на универсальных станках. Это дороже для клиента, но сохраняет возможность делать уникальные продукты. Без такого цеха мы бы потеряли целый сегмент проектного бизнеса.
Здесь я, пожалуй, позволю себе небольшое отступление. Часто к нам приезжают партнеры и просят показать ?систему управления качеством?. Мы показываем папки с ISO-сертификатами, графики, протоколы испытаний. Но настоящая система — не в бумагах. Она в голове у начальника смены, который, проходя мимо стеллажа с готовыми модулями, на глаз определяет, что партия с линии №3 сегодня имеет едва уловимый синий оттенок белого цвета. И он останавливает отгрузку, отправляет модули на спектрометр, и оказывается прав — в одной из катушек со светодиодами была небольшая партия с отклонением по цветовой температуре.
Для наружных дисплеев наш главный враг — влага. Поэтому помимо стандартного теста на герметичность (IP65 и выше) мы проводим так называемый ?тест на старение? в условиях повышенной влажности и температуры. Модули работают в камере неделю, затем их проверяют на коррозию контактов и деградацию яркости. Именно после таких тестов мы отказались от одного, казалось бы, надежного поставщика разъемов — их позолота оказалась слишком тонкой и начала окисляться после 120 часов в агрессивной среде.
А финальный аккорд — это сборка тестовой панели из случайных модулей из партии. Собираем стенд 3x3 модуля, гоняем сутки на максимальной яркости и контрастности, включая динамичные ролики. Ищем артефакты, мертвые пиксели, рассинхронизацию. Только после этого ставим штамп. Этот этап невозможно полностью автоматизировать, нужен человеческий глаз, замыленный на просмотре сотен экранов. Это и есть та самая ?практика?, которая отличает просто завод от завода модулей дисплея, который понимает, что его продукт будет висеть на улице пять лет, а не просто пройдет приемку на складе.
Казалось бы, что сложного? Упаковал модуль в коробку и отправил. Ан нет. Модуль — хрупкая штука. Массивный радиатор, приклеенный к алюминиевой основе, создает точку напряжения. При ударе по углу корпуса может отколоться керамическая подложка светодиода. Мы перепробовали десятки вариантов упаковки: вспененный полиэтилен, картонные соты, литые вставки из пенопласта.
Самый удачный, но и дорогой вариант, который мы сейчас используем для международных поставок — это термоформованный пластиковый лоток, повторяющий форму модуля, плюс вакуумная упаковка в антистатическую пленку с силикагелем. Это защищает от ударов, влаги и статики. Но это добавляет к стоимости. И вот здесь снова возникает дилемма: объяснить клиенту, почему упаковка стоит 5% от цены модуля, или упростить ее и получить риск повреждения при транспортировке? Мы всегда выбираем первый путь, даже если это означает небольшую потерю маржи. Потому что испорченная репутация от одной разбитой партии стоит дороже.
И еще про логистику. Стандартный паллет. Кажется, подходит для всего. Но если ты грузишь модули разного пиксельного шага (P3, P4, P5), которые физически имеют разную толщину и вес, оптимально заполнить паллет становится головной болью. Приходится разрабатывать схемы укладки для каждого типа, чтобы не оставалось пустого места, но и чтобы нижние коробки не деформировались. Это та самая приземленная, скучная работа логистов, без которой даже самый совершенный модуль светодиодного дисплея приедет к заказчику в виде груды запчастей.
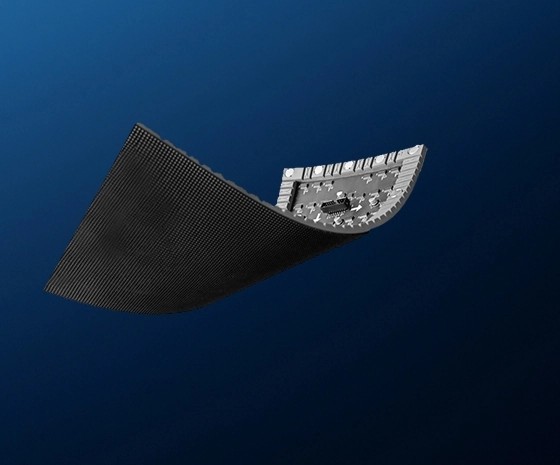
Тренд очевиден: шаг пикселя становится все меньше, модули — плотнее. Но здесь возникает физический предел для классической конструкции. Больше светодиодов на площадь — больше тепла. Тонкий модуль — меньше места для радиатора. Мы экспериментировали с активным охлаждением (микро-вентиляторами), но это убивает надежность для outdoor. Сейчас тестируем фазы перехода на COB-технологию (Chip-on-Board), где чипы монтируются прямо на плату, а потом заливаются компаундом. Это потенциально увеличивает надежность и позволяет делать модули тоньше, но ставит крест на ремонтопригодности в полевых условиях. Замена одного мертвого пикселя становится невозможной, менять надо весь модуль. А это уже вопрос философии продукта: что важнее — плотность или возможность быстрого ремонта на объекте?
В Enbon Group мы пока делаем ставку на баланс. Для высококлассных indoor-решений (видеостены, студии) идем по пути COB. Для наружного применения и крупных объектов, где важна долговечность и простота обслуживания, сохраняем классическую SMD-сборку с возможностью локального ремонта. Это не самый передовой технологический выбор, но, на наш взгляд, самый практичный для клиента. Иногда быть в авангарде — значит создавать проблемы тем, кто будет использовать твой продукт.
И последнее. Завод — это не только станки. Это прежде всего люди. Самый большой наш актив — это команда инженеров и технологов, которые годами накапливают опыт, как поведет себя та или иная партия светодиодов в конкретном корпусе. Этот опыт нельзя скачать из интернета или описать в мануале. Он в пальцах, в глазах, в интуиции. И когда мы говорим о производстве модулей для светодиодных дисплеев, мы в конечном итоге говорим о передаче этого неявного знания следующей смене. Без этого любая, даже самая современная линия, — просто груда металла. Вот о чем на самом деле стоит думать, когда ищешь надежного производителя. Не только про мощности, но и про глубину опыта, застывшего в каждом готовом модуле, который покидает цех.