Компания Enbon, основанная в 2012 году, является ведущим производителем разнообразных светодиодных экранов для внутреннего и наружного применения. Как высокотехнологичное предприятие, объединяющее исследования и разработки, производство и продажи, у нас е
Когда говорят про внутренний led экран заводы, многие сразу представляют огромные цеха с роботами, где всё безупречно. На деле, ключевой момент часто упускают — это не столько масштаб, сколько глубина контроля над процессом. Видел я разные производства, где главный упор делали на количество линий, а потом месяцами не могли выровнять цветопередачу на партии модулей. Или наоборот, маленький цех, но там сидит инженер, который вручную, модуль за модулем, калибрует гамму. Вот это и есть разница. Для внутренних экранов, где зритель в метре от поверхности, однородность цвета и отсутствие ?битых? пикселей — это не технические характеристики, это вопрос репутации. И завод, который это понимает, выстраивает процесс иначе.
Возьмём, к примеру, линию SMT. Говорят, автоматическая — и хорошо. Но на деле, для внутренний led экран критична чистота пайки самых мелких компонентов, тех же драйверов. Пыль, влажность в цехе — факторы, которые могут свести на нет преимущества дорогого оборудования. У нас в Enbon на этом завязана целая система контроля микроклимата. Не для галочки, а потому что партия модулей, ушедшая на сборку с микроскопическим браком пайки, проявит себя только на финальном тесте, а это уже прямые убытки. Видел, как конкуренты пытались сэкономить на системе вентиляции и фильтрации в SMT-цехе — потом полгода разбирались с аномально высоким процентом отказов на ранней стадии службы.
А после монтажа идёт первая, ?сырая? проверка. Тут многие полагаются на автоматическое оптическое тестирование (AOI), и это правильно. Но машина машиной, а человеческий глаз, особенно натренированный, ловит то, что алгоритм может пропустить — едва заметную разницу в оттенке светодиодов одной партии. У нас в цеху всегда стоит стол с эталонным образцом, и выборочно, особенно с новых партий чипов, модули сверяют вручную. Это не по ТУ, это уже внутренняя, можно сказать, фанатичная требовательность. Без этого сложно говорить о стабильном качестве для проектов класса ?премиум?, где экран работает в лобби отеля или в бутике.
И вот тут важный нюанс. Некоторые заводы, особенно те, что переориентировались с уличных экранов, недооценивают требования к яркости и цветовой температуре для внутренних решений. Для улицы важна запасная яркость, борьба с засветом. Внутри же — комфорт для глаз, точная цветопередача под искусственным освещением. Настройка драйверов и ПО на этапе производства под эти задачи — отдельная история. Просто взять уличный модуль и прикрутить к нему диммер — не работает. Нужно закладывать это в конструктив и технологию сборки с самого начала.
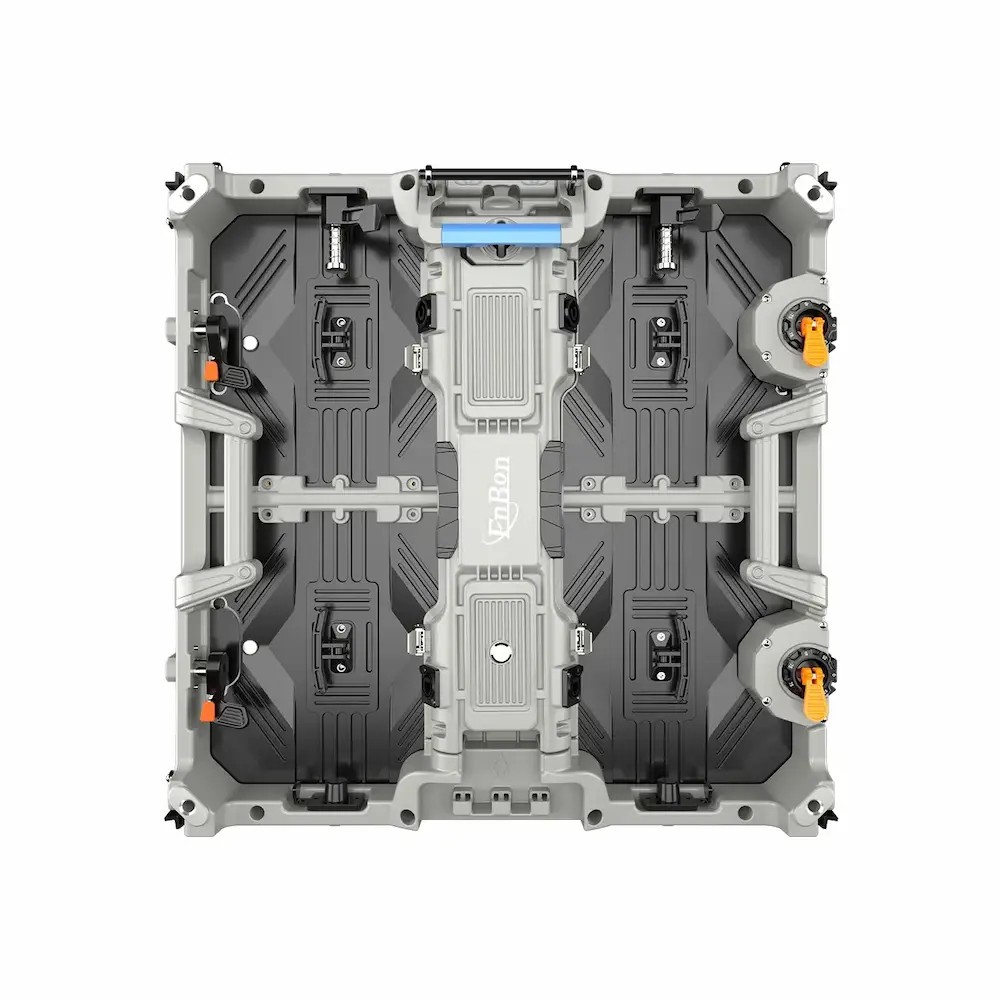
Допустим, модули прошли первичный контроль. Дальше идёт сборка в так называемые кабинеты или макеты. Вот здесь, на мой взгляд, происходит наибольшее количество ошибок, которые потом аукаются клиенту на монтаже. Пресс-формы для литья корпусов, точность фрезеровки — всё должно быть идеально. Зазор в пару десятых миллиметра между модулями на одном макете — и ты получаешь видимую сетку, которая убивает целостность картинки. Мы в своё время наступили на эти грабли, пытаясь унифицировать корпуса для разных плотностей пикселей. Сэкономили на оснастке — потеряли в итоге на рекламациях.
Сам процесс сборки макета — это уже не высокая роботизированная технология, а скорее ювелирная работа. Крепёж, проводка, разъёмы. Автоматизация тут помогает, но не решает всё. Например, применение пневматического инструмента с контролем момента затяжки для каждого винта — обязательно. Человек ?на глазок? всегда перетянет или недотянет, что ведёт к деформации лицевой панели или ненадёжному контакту. У нас на каждой сборной линии висят такие гайковёрты с дисплеем, и данные по каждой точке крепления пишутся в отчёт по изделию. Это не для красоты, а чтобы при проблеме можно было точно установить, на каком этапе и кем был допущен дефект.
И конечно, финальная проверка собранного макета. Его нужно ?прогнать? на стенде не только на однородность, но и на коммутацию. Как он ведёт себя в каскаде? Не появляется ли задержка сигнала? Проверяем все интерфейсы — от обычного HDMI до сетевых протоколов. Частая ошибка многих — тестировать только ?картинку?. А потом на объекте выясняется, что с третьего контроллера в цепочке данные идут с артефактами. Поэтому наш протокол включает стресс-тест на 72 часа непрерывной работы с динамическим контентом. Если за это время не вылезло ни одного сбоя — можно упаковывать.
Казалось бы, производство окончено. Но для внутренний led экран заводы ответственность за продукт не заканчивается у ворот цеха. Как упаковать хрупкую матрицу из тысяч светодиодов, чтобы она пережила морскую перевозку или тряскую дорогу в фуре? Это отдельная наука. Стандартная пенопластовая вставка — не вариант. Нужны термоформуемые вкладыши из EPE или пенополиэтилена, которые повторяют геометрию лицевой поверхности и надёжно фиксируют макет в коробке. Мы потратили немало времени, подбирая материал нужной плотности и конструкцию упаковки, чтобы исключить даже микросдвиги в пути.
И климат-контроль. Внутренние экраны, в отличие от уличных, более чувствительны к конденсату при резкой смене температуры. Если груз из тёплого склада в Китае попадает на холодный российский порт, внутри коробки может выпасть роса. Поэтому в упаковку обязательно закладываются пакеты с силикагелем, а сама коробка имеет влагозащитный внутренний слой. Это мелочь, но из-за её отсутствия можно получить целую партию с окисленными контактами прямо на таможне.
Ну и документация. К каждому макету должен идти не только паспорт, но и подробная инструкция по распаковке, которую поймёт монтажник на объекте. Не ?осторожно, хрупкое!?, а конкретные шаги: какие болты открутить первыми, как правильно поднимать, за что браться. Мы даже снимали короткие видео для сложных конфигураций. Это снижает риски повреждения на самом последнем этапе перед включением.
Когда я говорю про наш подход в Enbon, я не про рекламные слоганы. Речь именно о системе. Основанная в 2009 году, компания изначально строила процесс не как набор цехов, а как единый конвейер качества. Наша аффилированность с государственной Jezetek Group накладывает дополнительную ответственность и даёт доступ к более строгим стандартам, что, честно говоря, поначалу было тяжело. Но это дисциплинирует.
Например, те самые 8 полностью автоматических импортных линий SMT и 4 печатные машины — это не для отчёта. Это инструменты для гибкости. Мы можем быстро перенастроить производство под нестандартную плотность пикселей или форму модуля для конкретного архитектурного проекта. Полная система разработки продуктов и управления качеством означает, что инженер НИОКР сидит в одном здании с начальником цеха сборки. Проблема, обнаруженная на этапе монтажа у клиента, через два дня обсуждается на стенде в лаборатории, а через неделю в технологический процесс вносятся корректировки.
Именно это, на мой взгляд, и отличает настоящий завод от сборочного цеха. Способность не просто делать по чертежу, а постоянно эволюционировать, учитывая обратную связь с поля. Наш фокус на решениях для LED-дисплеев — это не узкая специализация, а концентрация экспертизы. Мы не распыляемся на смежные рынки, а копаем глубже в своём: в надёжности пикселя, в энергоэффективности, в тонкостях калибровки. Глобальный рынок сейчас требует не просто ?ящик с лампочками?, а интегрированное решение, и завод должен быть готов его предоставить — от чипа до готового к установке макета с гарантией.
Сейчас много говорят про мини- и микро-LED, про коб-упаковку (COB). Это, безусловно, будущее для внутренних экранов. Но здесь есть ловушка для производителей. Переход на новые технологии — это не просто закупка нового оборудования. Это пересмотр всей цепочки: проектирования печатных плат, системы охлаждения, логистики компонентов. Завод, который вложился только в новую линию SMT для микро-LED, но не адаптировал линию сборки и тестирования под их повышенную чувствительность, получит колоссальный процент брака.
Наше преимущество, как части крупной группы, в возможности таких поэтапных инвестиций. Мы можем позволить себе параллельно вести несколько линеек продуктов, отрабатывая новые технологии на опытных партиях, не останавливая основное производство. Две полностью автоматические сушильные линии для наружных продуктов, кстати, тоже дают нам понимание в обработке и защите материалов, часть из которых мигрирует и во внутренние серии для повышения надёжности.
В итоге, возвращаясь к началу. Внутренний led экран заводы — это не про площадь и не про количество роботов. Это про культуру качества, которая пронизывает каждый этап, от выбора поставщика чипов до упаковочной коробки. Это про команду, где технолог понимает проблемы монтажника, а разработчик слушает отзывы сервисного инженера. Когда ты видишь, как на производстве относятся к мелочам, ты уже можешь примерно представить, как этот экран будет работать через пять лет в торговом центре или в операционной банка. Всё остальное — второстепенно.